玄米精米白度計C-600《開発秘話》その2
- 開発秘話

その1のつづき 白度計はいわば搗精度計とも言えるとのお話の続きです。
・・・
白度計 ≒ 搗精度計
編:なるほど、搗精度ですか。
市:玄米を精米にする研磨工程を搗精と言います。
搗精の程度を示すものに精米歩合というものがあります。玄米からぬか、胚芽等を削り取った状態の米の、その玄米に対する重量比で示されます。
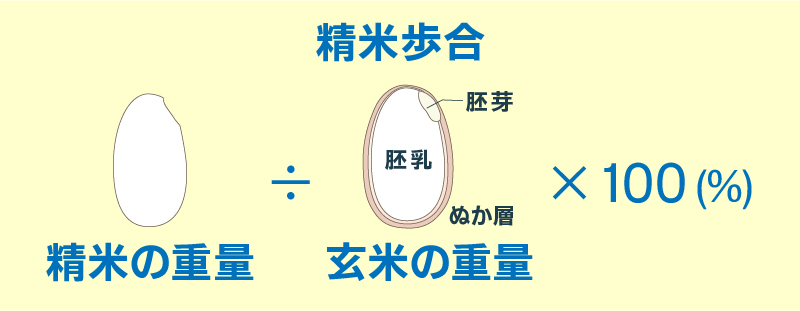
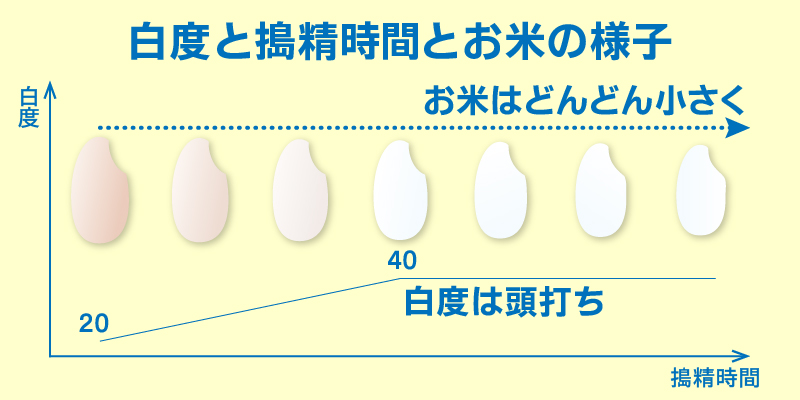
櫻:丹念に搗精すれば米は白くなるんですが、ある程度以上は白さは変わりません。量だけが減ることになります。搗精が甘いとぬかが残ります。
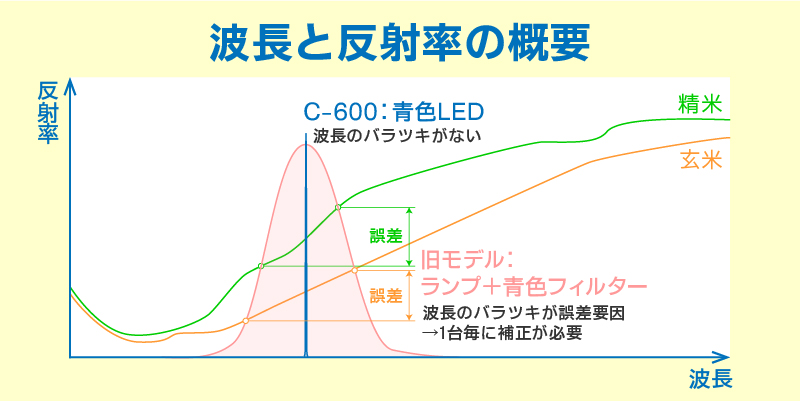
なので、ちょうどいい精米歩合を探れるように、精米歩合と相関のある白さに着目して米に光を当てた反射光を測定して「白度」としています。
編:白度は、間接的な指標ということですね。
表示された数値は充分に搗精されたら100点満点が出るんでしょうか?
市:いえ、硫酸バリウムの塗料の白さを100として、入射光のない暗闇を0とします。それを均等に割った値を「白度」としています。たとえば、真っ白な紙は割と100に近くて、玄米で20くらい、精米で40くらいです。色を判別する色差とは別のもので、色そのものよりも白さを見ているイメージです。
小:ただし、JIS規格に色の白さを示す「白色度」という指標があって、値の付け方は同じく反射面の明るさを見ているんですけど、本器とは光源の波長が違うので白色度ではないことも注意点として付け加えておきます。
編:となると、ケツト独自の指標としての「白度」なんですね。
小:そうなります。
従来器C-300との違い
編:白度計で搗精歩合を測定するとしたら、精米の工程には必須の器械ですよね。
櫻:必須というのは言い過ぎかもしれないですね。搗精歩合はあくまで質量換算で決めていますので、搗精の品質管理としての器械です。実際、たとえば酒造においては酒米の搗精歩合が非常に重要ですが、白度計は使用していないケースが多いです。質量を測定しています。
それでも、旧モデルの白度計「C-3」や「C-300」の普及によって白度で取引されるようになってきました。

旧モデルC-300
当社最初の米白度計「C-2」は1958年に発売されて業界スタンダードになりました。その後1970年発売の「C-3」、1982年発売「C-300」と新製品を開発する度に、前の器種との一致性の試験を行なってきました。今回も同様で「C-300」との整合性を取らなくてはいけないという命題がありながらも、浮き彫りになっていた問題点を改善しています。